塑胶模具模内切结构完整教程
📅 发布日期:2026-04-25 📝 发布(编辑):中正通设计团队
一、模内切概述
模内切是塑胶模具中常用的新型结构,能够有效解决料柱二次加工的问题,在模具生产过程中直接完成料柱切断。
二、案例背景
传统平胶口顶出时会残留料头,需要人工折断分离,不仅效率低,还容易产生毛头不良,必须进行二次加工。为解决这一问题,苏州模具设计中广泛应用模内切断料头技术。
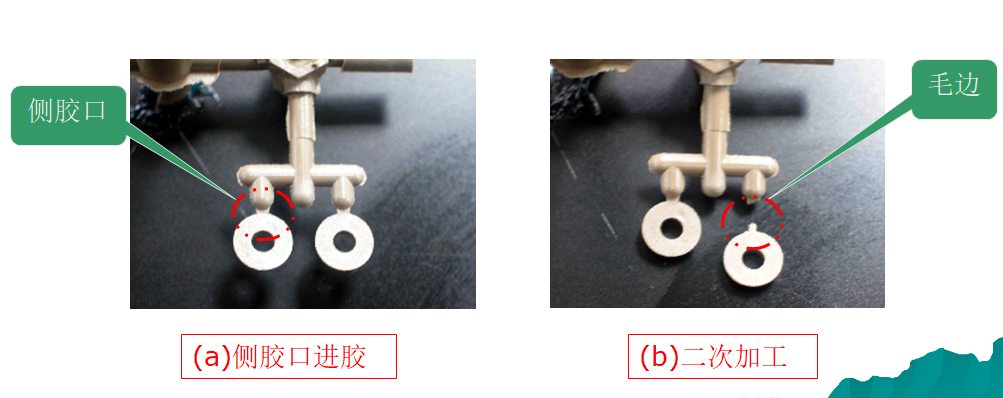 图(a) 侧胶口进胶 | 图(b) 二次加工
图(a) 侧胶口进胶 | 图(b) 二次加工
三、动作原理
模内切结构通过特定的机械动作,在模具开模过程中自动完成料头切断,无需人工干预,是苏州模具设计中高效生产的核心结构之一。
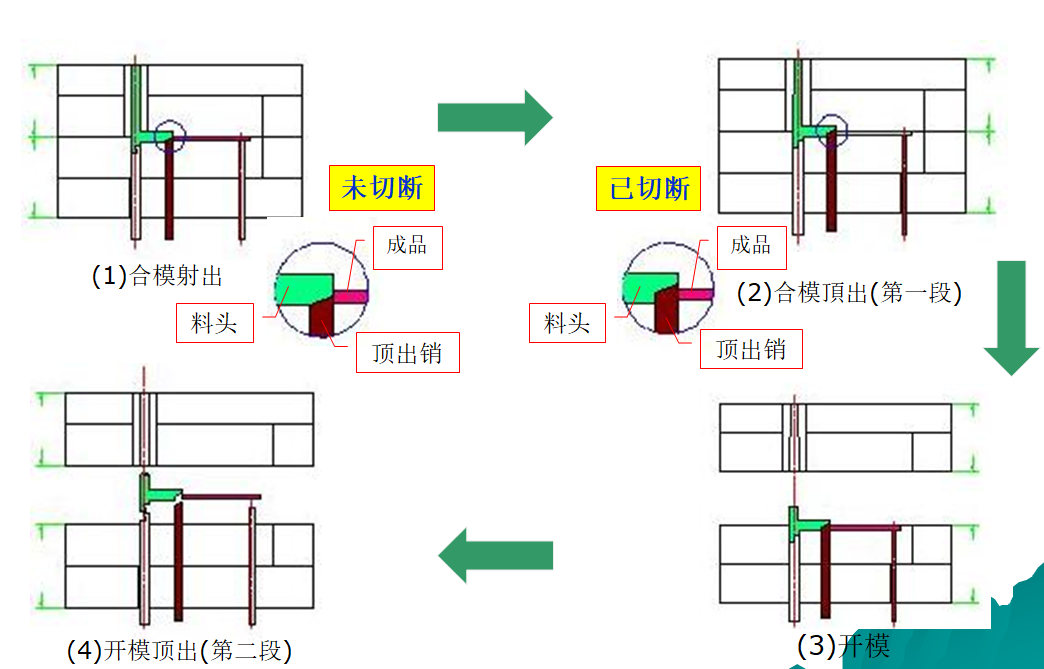 模内切动作原理示意图
模内切动作原理示意图
四、模具设计注意内容
 模具设计注意事项示意图
模具设计注意事项示意图
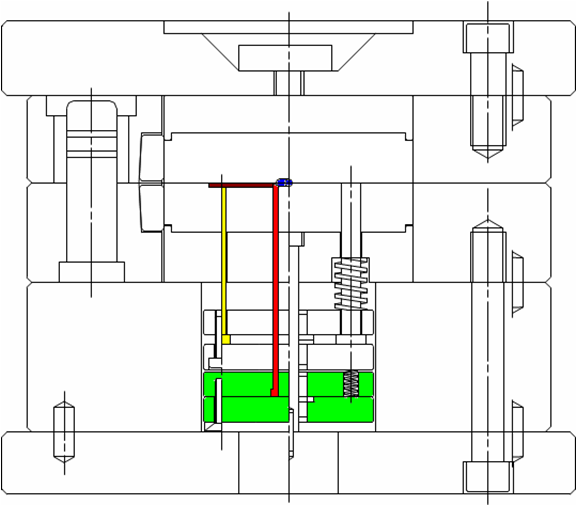
- 依作动原理套用原设计标准模具。
- 增加顶出销、顶板、顶板弹簧等结构配件。
- 按照模具作动原理完成完整结构设计。
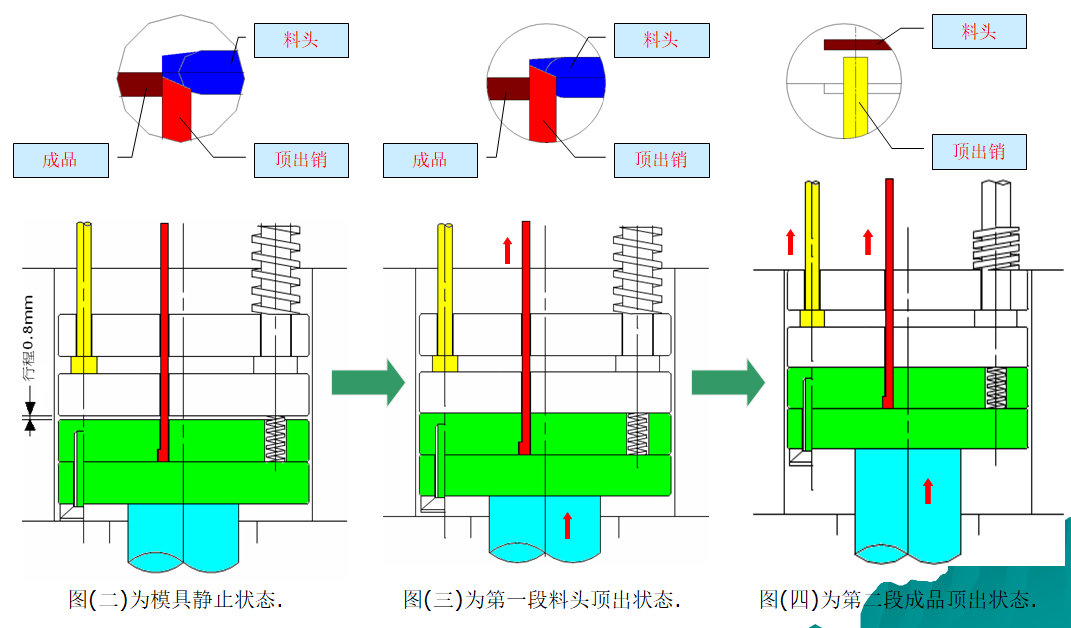 模具作动原理示意图
模具作动原理示意图
五、试模验证
1. 注塑机射出设定
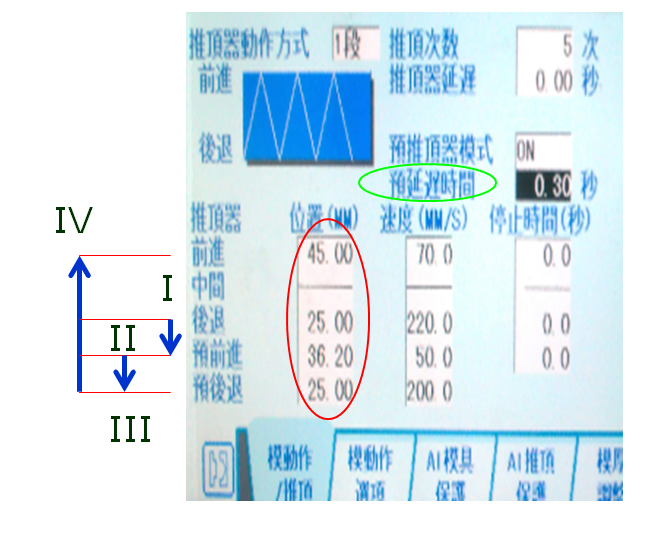 注塑机参数设定示意图
注塑机参数设定示意图
- 自射出开始起动预延迟时间,时间到推顶器自后退位置移动到预前进位置。
- 在到达预前进位置后,预前进停止时间启动。
- 预前进时间停止过后,推顶器移动到预后退位置。
- 开模中若具备推顶器开始条件,推顶器则开始从预后退位置移动到前进位置。
2. 试模结果
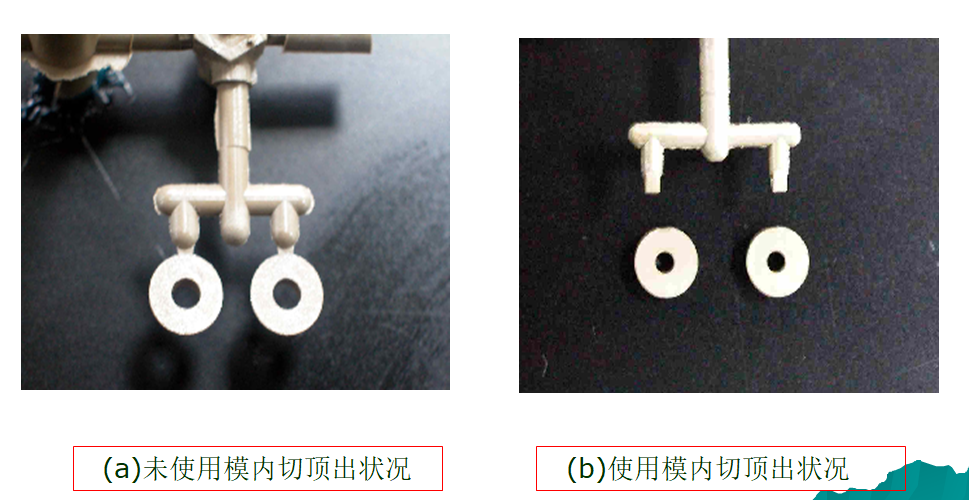 图(a) 未使用模内切顶出状况 | 图(b) 使用模内切顶出状况
图(a) 未使用模内切顶出状况 | 图(b) 使用模内切顶出状况
六、检讨与分析
1. 成本效益分析
| 项目 |
传统模具 |
模内切模具 |
| 生产成本 |
10k pcs ×8 sec/3600 sec =22.22 hr |
10k pcs ×8.3 sec/3600 sec =23.05 hr |
| 人力加工成本 |
10k pcs ×2 sec/3600 sec =5.55 hr |
0 hr |
| 总工时 |
27.77 hr |
23.05 hr |
| 总成本 |
11858元 |
9845元 |
| 单件节省费用 |
(11858-9845)÷10000 = 0.20元/pcs |
2. 传统模具与模内切模具优缺点
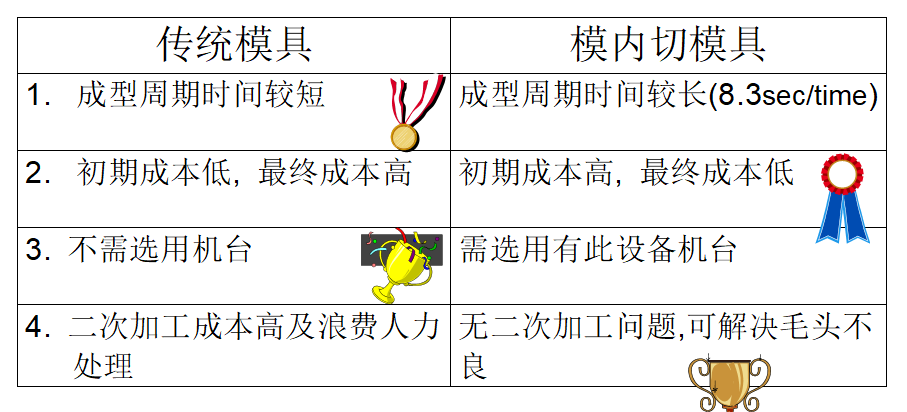 传统 vs 模内切 优缺点对比
传统 vs 模内切 优缺点对比
七、总结
- 传统模具二次加工时间长,生产效率低,无法满足现代化生产需求。
- 模内切结构可大幅节省人力与工时,提升模具整体生产效率。
- 单件产品可节约0.2元成本,是苏州模具设计优化的重要方向。
本文由
苏州模具设计团队 整理发布,文章素材来源于网络,版权归原作者所有,如有侵权请
联系我们删除!