打开模具取出胶件或浇注系统的面,称之为分模面。分模面除受排位的影响外,还受塑件的形状、外观、精度、浇口位置、行位、顶出、加工等多种因素影响。合理的分模面是塑件能否完好成型的先决条件。一般应从以下几个方面综合考虑:
一般要求台阶顶面与根部的水平距 D ≥ 0.25,如图5.2.1所示。为保证D的要求,一般调整夹角“A”的大小,当夹角影响产品结构时,应同相关负责人协商确定。当分模面中有几个台阶面,且 H1 ≥ H2 ≥ H3 时,角度“A”应满足 A1 ≤ A2 ≤ A3,并尽量取同一角度方便加工。
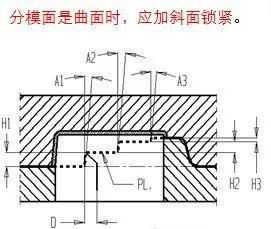
图5.2.1 台阶型分模面示意图
角度“A”尽量按下面要求选用:
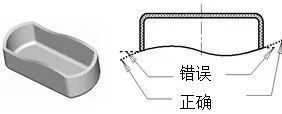
图5.2.2 曲面型分模面
当选用的分模面具有单一曲面(如柱面)特性时,如图5.2.2,要求按图5.2.2a的型式即按曲面的曲率方向伸展一定距离建构分模面。否则,则会形成如图5.2.3a所示的不合理结构,产生尖钢及尖角形的封胶面,尖形封胶位不易封胶且易于损坏。
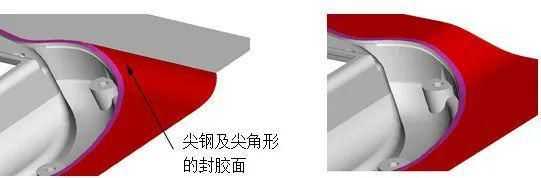
图5.2.3 不合理结构示例
当分模面为较复杂的空间曲面,且无法按曲面的曲率方向伸展一定距离时,不能将曲面直接延展到某一平面,这样将会产生如图5.2.4a所示的台阶及尖形封胶面,而应该延曲率方向建构一个较平滑的封胶曲面,如图5.2.4b所示。
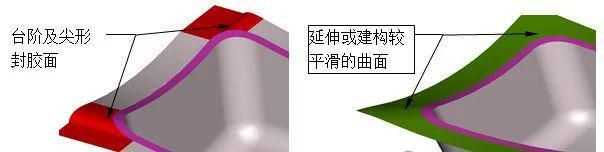
图5.2.4 曲面分模面正确构建
模具中,要注意保证同一曲面上有效的封胶距离。如图5.2.3a, 5.2.3b所示,一般情况要求 D ≥ 3mm。
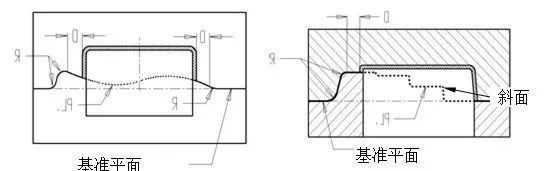
图5.2.3 封胶距离要求
在建构分模面时,若含有台阶型、曲面型等有高度差异的一个或多个分型面时,必需建构一个基准平面,如图5.2.5a, 5.2.5b所示。基准平面的目的是为后续的加工提供放置平面和加工基准。
此处的转折位是指不同高度上的分型面为了与基准平面相接而形成的台阶面。台阶面要求尽量平坦,图示尺寸“A”一般要求大于15°,合模时允许此面避空。转角R优先考虑加工刀具半径,一般R ≥ 3.0mm。
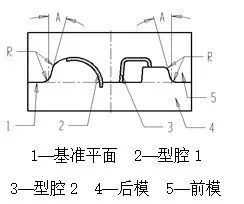
图5.2.6 分模面转折位
由于型腔产生的侧向压力不能自身平衡,容易引起前、后模在受力方向上的错动,一般采用增加斜面锁紧,利用前后模的刚性,平衡侧向压力,如图5.2.7所示,锁紧斜面在合模时要求完全贴合。角度A一般为15°,斜度越大,平衡效果越差。
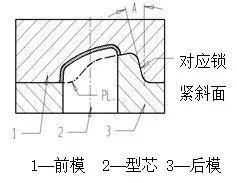
图5.2.7 斜面锁紧结构
构建分模面时,如果唧嘴附近的分型面有高度差异,必须用较平坦的面进行连接,平坦面的范围要大于唧嘴直径,一般有效面积应大于 Ø18mm,如图5.2.6所示。
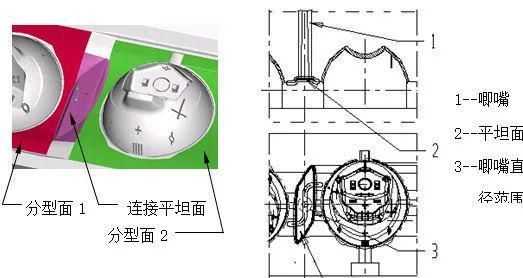
图5.2.6 唧嘴碰面平坦化
不论小孔处原身留,还是镶针,一般采取以下方法,对孔位进行构造。为了模具制作简单,建议孔位处镶针,但须经过设计者允许。
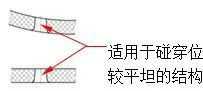
图5.2.9 孔位处理
A. 直接碰穿 如图5.2.9,适用于碰穿位较平坦的结构。但对于“键盘”类的按键孔(如图5.2.10a),为了改变有可能产生的“批锋”的方向,常采用插穿形式的结构及尺寸,如图5.2.10b所示。
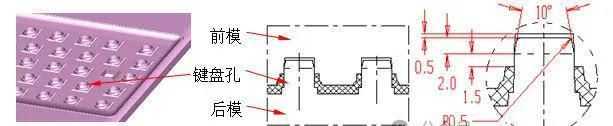
图5.2.10 直接碰穿与插穿
B. 中间平面碰穿 如图5.2.11a,适用于碰穿位较陡峭的结构,采用中间平面碰穿的结构可以有效缩短碰穿孔处钢位的高度,改善钢位的受力情况。为避免前、后模偏位,建议采用5.2.11a图示尺寸及结构。图5.2.11b所示结构中,由于在碰穿处产生侧向分力,当碰穿孔较小时,在交变应力的作用下,碰穿孔处的钢位易于断裂,影响模具寿命。
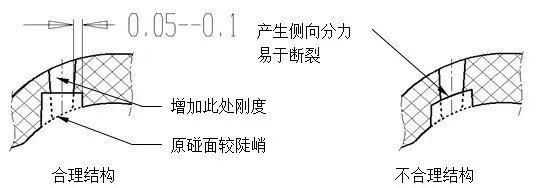
图5.2.11 中间平面碰穿
C. 插穿 一般不采用,仅仅用在以下所示的情况:
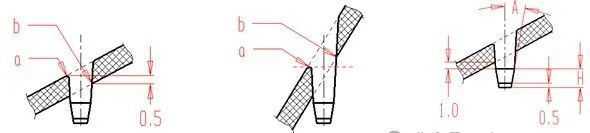
图5.2.12 插穿结构
当采用插穿结构时,常采用图5.2.12c所示结构及尺寸。封胶面最小距离须保证1.0mm;导向部位斜度A ≥ 5°,长度H ≥ 2.5mm。
当分型线须分割一个曲面时,为了避免产生尖钢,分型面的方向应为分型线上任一点的法线方向。如图5.2.13所示。
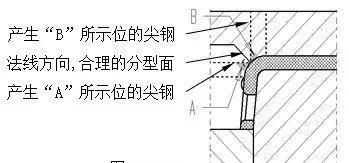
图5.2.13 避免尖钢
对于单个产品,分型面有多种选择时,要综合考虑产品外观要求,选择较隐蔽的分型面。对于有行位分型的成品,行位分型线必须考虑相邻成品的结构,如相邻成品同样需要行位分型,那么行位分型线应调整对齐;如图5.2.14a, 5.2.14b, 5.2.14c;如相邻成品不需行位分型,在满足结构的情况下,行位分型线应尽量缩短如图5.2.7d。
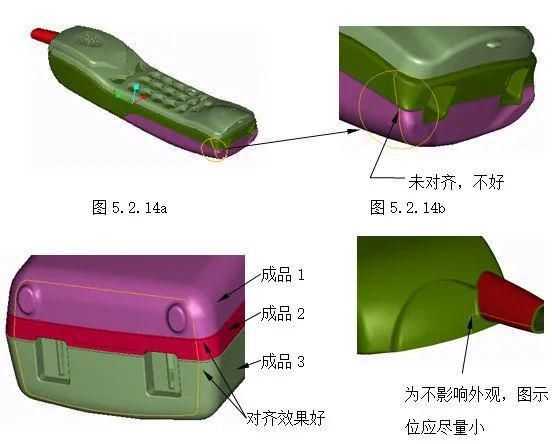
图5.2.14 外观分型线处理
电话联络