判断注塑颗粒流动性和成型性的实用方法
📅 发布日期:2026-04-13 📝 发布(编辑):中正通设计团队
在苏州模具设计与注塑生产过程中,注塑颗粒的流动性和成型性直接影响注塑制品的质量、生产效率及模具使用寿命。以下是多种实用判断方法,可单独使用或综合运用,确保判断结果准确可靠。
一、基础测试类方法
1. 熔体流动速率测试
这是行业内最常用的基础量化测试方法,核心是在国家/行业标准规定的固定温度、压力条件下,精准测量注塑颗粒熔融后单位时间内的流动速度。
一般来说,熔体流动速率数值越高,代表颗粒熔体流动性越好,注塑成型时越容易快速、完整地填充模具型腔,该方法也是苏州模具设计中原料筛选的重要依据。
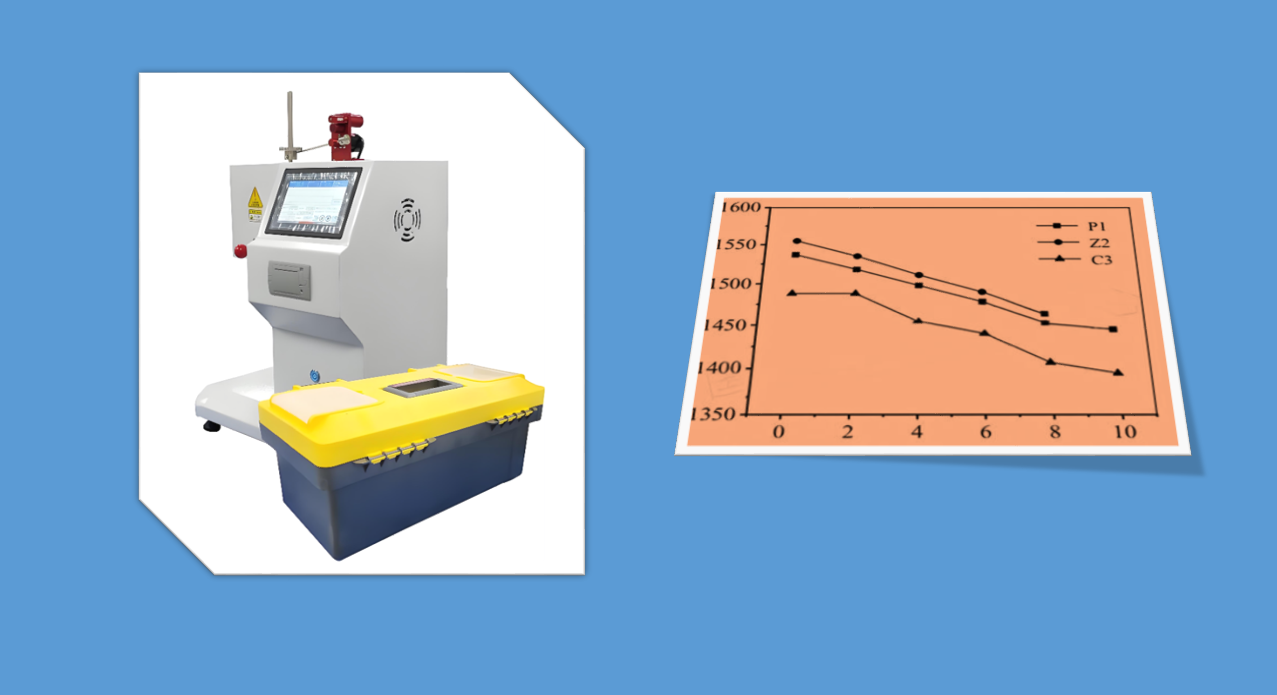
熔体流动速率测试装置及标准测试流程示意
2. 流动性专项测试
- 螺旋流动试验:将熔融颗粒注入带有标准螺旋槽的专用测试模具,通过观察熔体在螺旋槽内的实际填充长度、表面光洁度、填充均匀性,综合判断熔体流动性能,尤其适合苏州模具设计中复杂结构、薄壁制品所用颗粒的流动性评估。
- 流动长度试验:在统一标准模具、固定注塑工艺参数下,测量熔体能够填充的最大直线流动长度,流动长度越长,证明颗粒在同等条件下流动性越优,可精准对比不同批次、不同品牌颗粒的流动差异。
二、注塑过程观察法
通过实际注塑生产过程中的现场直观观察,无需专业实验室设备,可快速判断颗粒成型性,适合苏州模具设计项目的车间生产现场实时检测与问题排查。
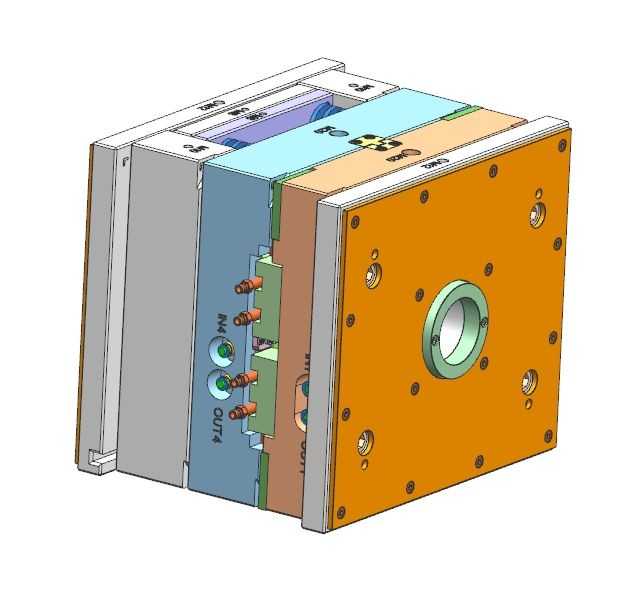
1. 模具填充情况观察
注塑过程中,重点观察熔体是否能顺畅、完整填满模具型腔,无缺料、短射、填充断层、局部不饱满等问题。若反复调整注塑压力、温度、速度后仍无法完整填充,即可判定该颗粒流动性偏差。
2. 制品表面质量观察
成型开模后,仔细查看制品外表面与内表面,检查是否光滑平整,有无缩痕、气纹、熔接痕、毛刺、裂纹、泛白等外观缺陷。排除模具损伤、工艺参数错误等因素后,表面缺陷频发则说明颗粒成型性不佳。
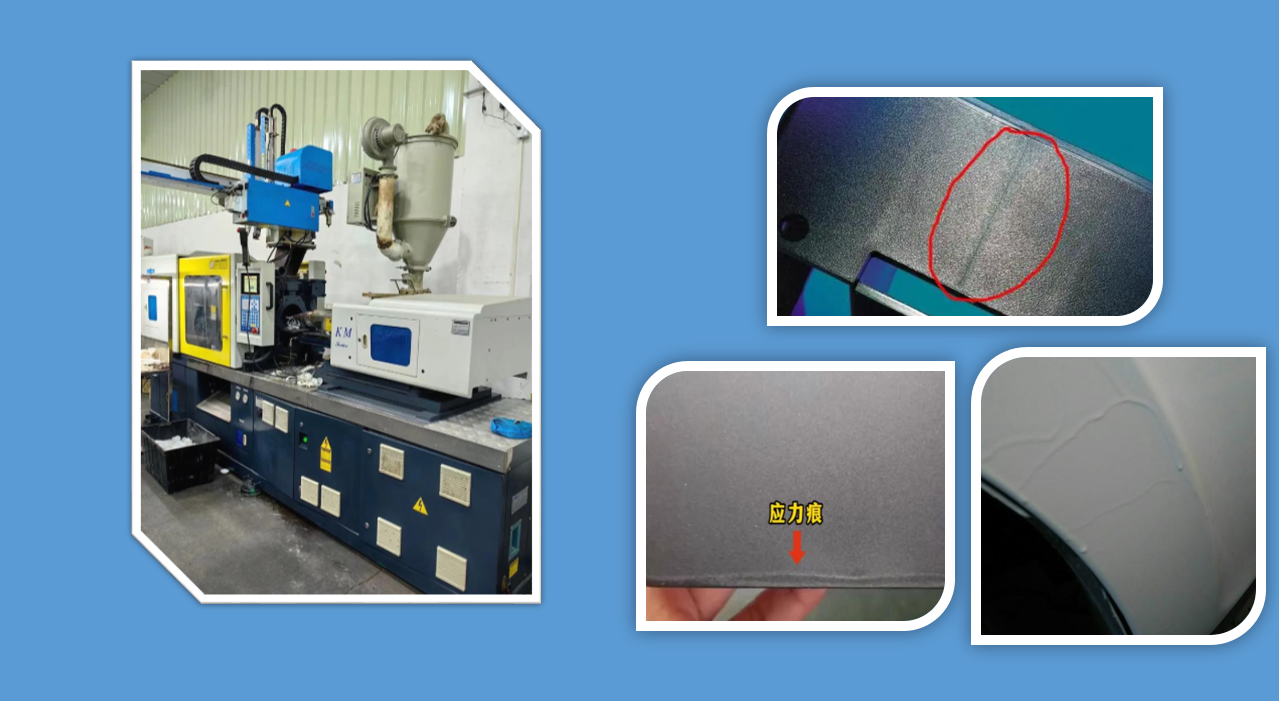
注塑填充过程实拍与合格/缺陷制品表面对比
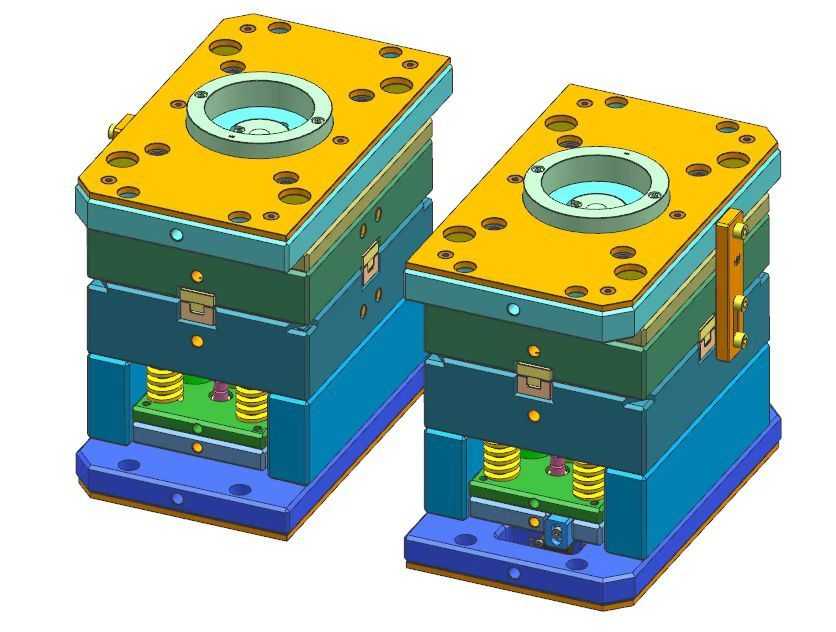
3. 制品脱模情况观察
成型冷却后,观察制品能否顺利、完整从模具型腔和型芯中脱出,无粘模、脱模变形、边角破损、拉伤等情况。若脱模困难,需借助顶针加大力度或人工辅助脱模,且制品易受损,说明颗粒成型适配性差,会直接降低生产效率与成品合格率。
三、制品性能检测法

制品尺寸精度检测与机械性能测试现场
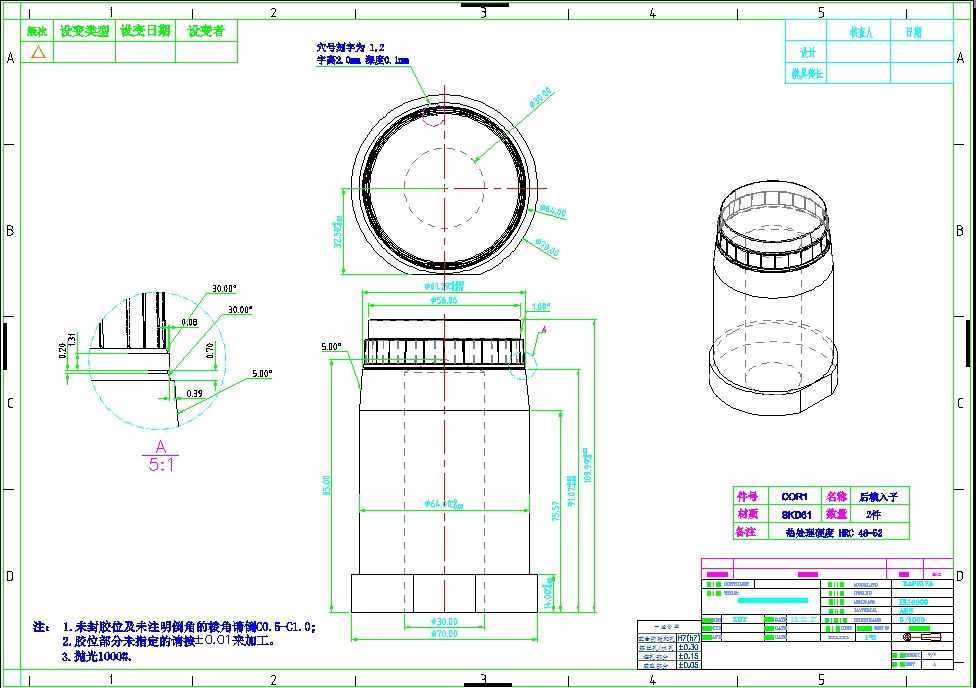
- 测量成型收缩率:待制品完全冷却至室温后,测量实际尺寸与模具设计尺寸的差值,计算标准收缩率。收缩率数值稳定、处于材料标准范围内,说明颗粒成型稳定性好;收缩率过大或波动剧烈,会导致制品尺寸超标、装配困难。
- 检测尺寸精度:利用卡尺、高度规、二次元投影仪等专业检测工具,对制品关键配合尺寸、外形尺寸进行精准检测,尺寸偏差越小、合格率越高,代表颗粒成型性越稳定。
- 评估机械性能:针对制品实际使用需求,检测拉伸强度、冲击韧性、硬度等机械性能,性能达标且批次间波动小,说明颗粒熔融均匀、成型固化效果好;性能不达标或离散度大,多与颗粒流动性差、成型工艺适配度低相关。
四、辅助参考方法
- 同类颗粒性能对比:将待测颗粒与已知性能合格的对标颗粒,在完全一致的注塑工艺下进行平行试验,通过填充效果、制品外观、尺寸精度、机械性能等指标,直观判断待测颗粒优劣,适合苏州模具设计原料选型与批次验收。
- 查阅材料数据手册:参考颗粒供应商提供的官方材料性能手册,获取熔体流动速率、标准收缩率、推荐成型温度、压力范围等核心参数,结合自身产品需求,初步预判颗粒流动性与成型性是否匹配。
- 咨询原料供应商:向供应商沟通颗粒性能特点、特殊成型注意事项、同类客户使用案例反馈,获取专业选型与工艺调整建议,尤其适用于苏州模具设计中新型改性颗粒、特种工程塑料颗粒的判断。
温馨提示:单一检测或观察方法存在一定局限性,容易受工艺、模具、环境因素干扰。结合苏州模具设计实际需求,综合运用上述多种方法并微调工艺,可最大限度提升判断准确性,精准筛选适配颗粒,保障生产稳定与制品质量。