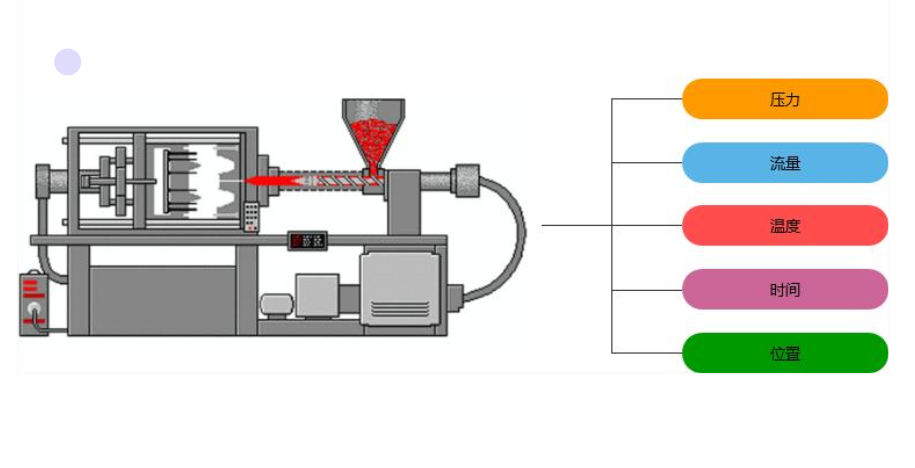
注塑机加工示意图
将固态塑料加热至熔融状态,在高压下注入模具型腔,经冷却定型后获得所需制品。苏州模具设计需精准匹配工艺参数,保障成型效果
固态塑料 → 粘流态熔体
温度控制:180-230℃
剪切热 + 传导热
熔体均匀性控制
高压注入模具型腔
压力范围:80-200MPa
充模时间:3-5秒
浇口设计优化
水冷系统循环降温
冷却时间占比:70-80%
模温控制:20-60℃
制品收缩补偿
| 工艺阶段 | 温度(℃) | 压力(MPa) | 时间(s) | 关键控制点 |
|---|---|---|---|---|
| 塑化 | 180-230 | - | 30-120 | 熔体均匀性、温度分布 |
| 注射 | - | 80-200 | 5-30 | 充模完整性、注射速度 |
| 保压 | - | 50-150 | 20-120 | 收缩补偿、浇口密封 |
| 冷却 | 20-60 | - | 60-300 | 模温均匀性、冷却效率 |
| 缺陷类型 | 可能原因 | 解决方案 |
|---|---|---|
| 表面缩痕 | 保压不足/冷却不均/浇口过早冻结 | 延长保压时间10-15% 优化冷却水路布局 |
| 熔接线明显 | 熔体前锋温度差>5℃ 注射速度过慢 |
提高注射速度15-20% 调整浇口位置与数量 |
| 制品翘曲 | 冷却系统设计不合理 内应力分布不均 |
优化水路布局至型面±2℃ 增加保压压力梯度 |
| 飞边毛刺 | 锁模力不足 模具分型面磨损 |
提高锁模力5-10% 修复模具分型面 |
烘干处理:2-4小时
除湿干燥
防止银纹缺陷
模温传感器监测
压力曲线分析
实时闭环控制
定期保养周期
型腔抛光处理
排气系统清洁
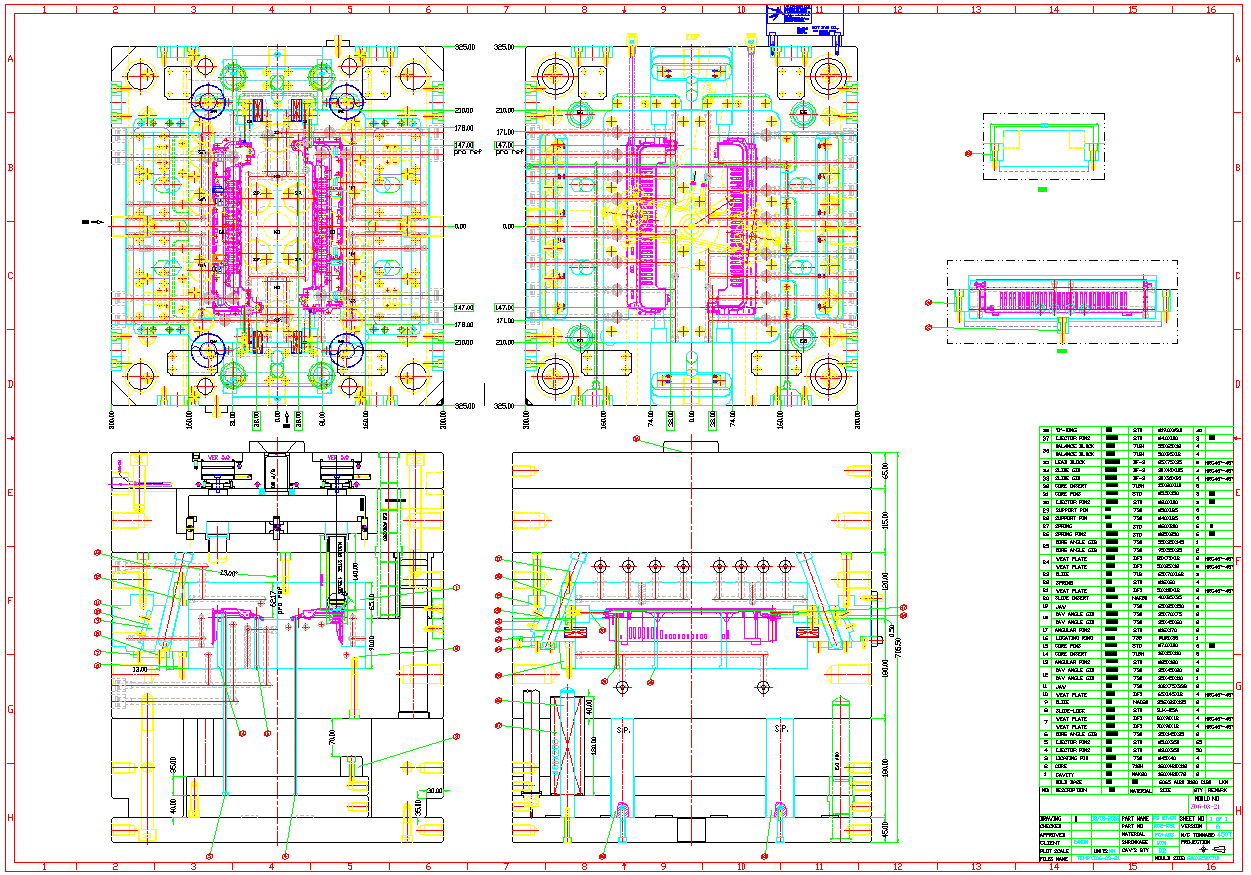
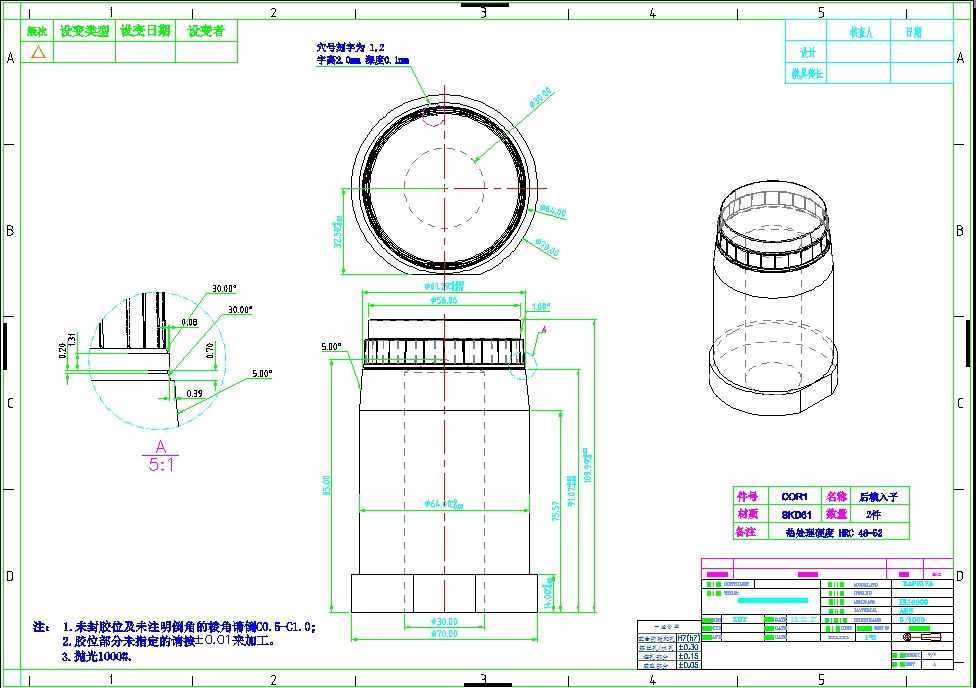
中正通模具设计中心深耕苏州昆山注塑模具设计领域,精通HASCO、DME、MISUMI等国际模具标准,将注塑成型工艺原理与实际制造需求深度结合。我们为汽车、电子、医疗、家电等行业提供注塑模具全3D/2D设计、DFM开模报告、工艺优化建议等专业服务,从模具设计源头把控注塑成型质量,减少试模次数、提升生产效率。服务覆盖苏州、昆山、太仓、常熟等区域,为您的注塑模具项目提供合规、可靠的设计解决方案!
电话联络