当模具机加工完以后,模具表面会留下CNC加工的刀纹或者放电的火花纹,这个时候就需要对模具进行省模抛光。苏州注塑模具省模抛光有两大目的:一是为了增加模具表面的光洁度,使生产出来的产品更好看更漂亮;二是为了更好的出模,提高效率,防止产品粘模。
如果模具的表面粗糙度差,是非常容易粘模的。为了做出更好更漂亮的产品,提高生产效率,做好苏州注塑模具省模抛光这一环节非常重要。


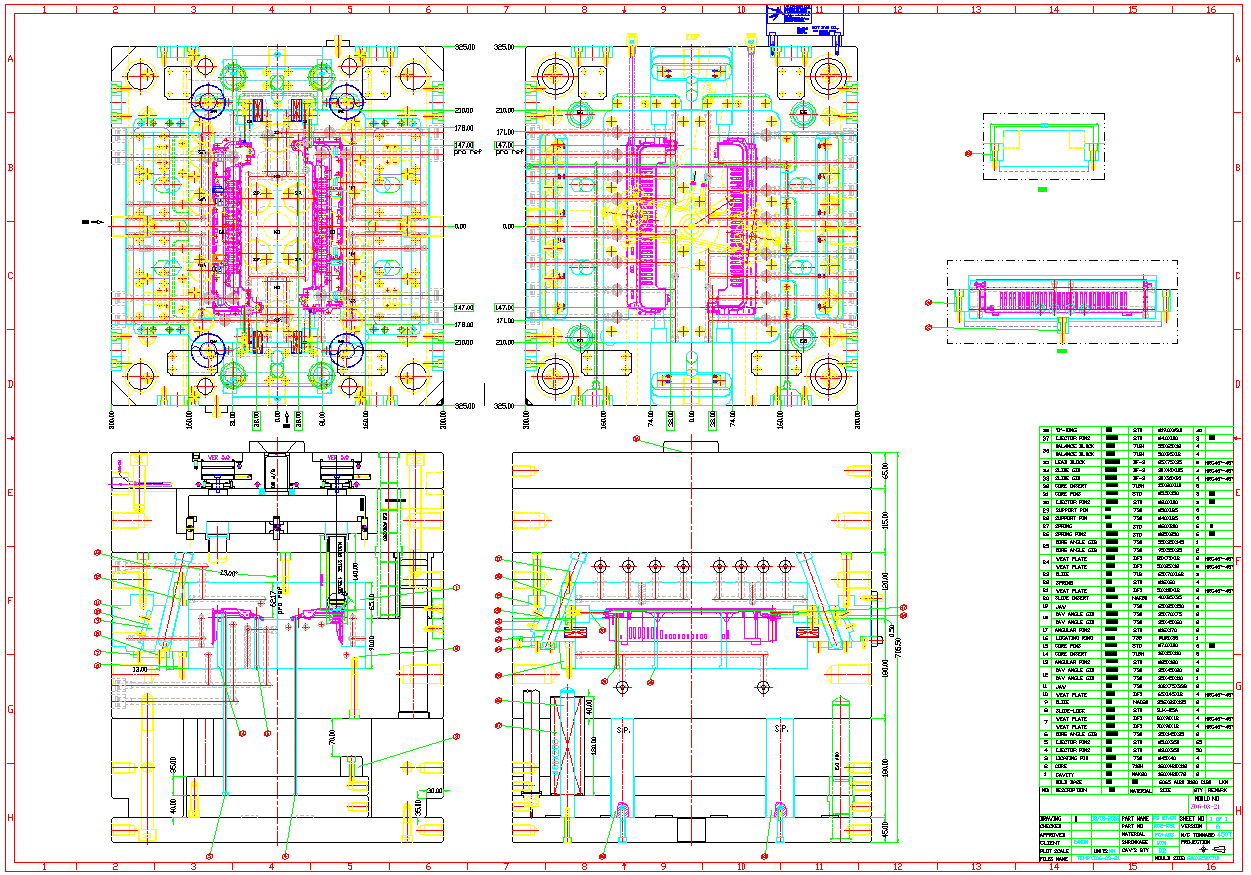
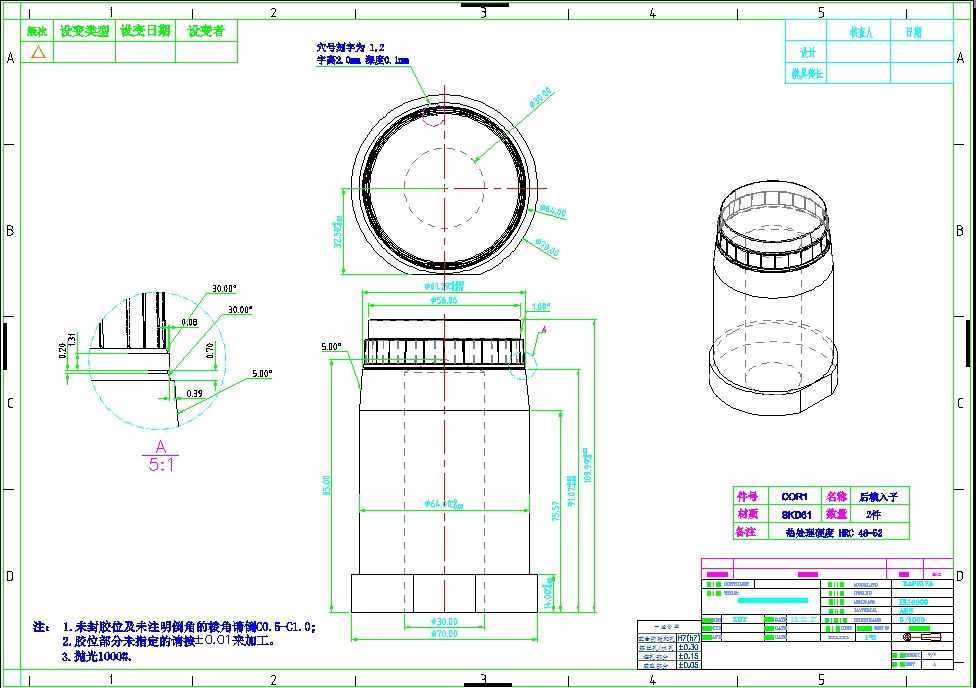
苏州模具省模/抛光现场实拍
| 项目 | 详细说明 |
|---|---|
| 省模工具 | 挫刀、砂纸、油石、超声波 |
| 砂纸型号 | 180#(最粗)、220#、320#、400#、600#、800#、1000#、1200#(最细) |
| 油石型号 | 180#、220#、320#(320#最常用) |
| 省模过程 | 先用油石后用砂纸,后模使用纤维油石及挫刀 |
| 设计注意事项 | 1、骨位深长尽量做镶件,省模方便且干净不吃模 2、狭窄区域要蚀纹尽量做镶件,防止太深蚀不到位 |
苏州注塑模具省模/抛光技术参数对照表
| SPI-SPE | 工件表面光洁度标准 |
|---|---|
| A-0 | #1钻石膏(光学要求) |
| A-1 | #3钻石膏抛光(镜面) |
| A-2 | #6钻石膏抛光(镜面) |
| A-3 | #15钻石膏抛光(镜面) |
| B-1 | 600 砂纸(光面) |
| B-2 | 400 砂纸(光面) |
| B-3 | 320 砂纸(光面) |
| C-1 | 600 油石(哑面) |
| C-2 | 400 油石(哑面) |
| C-3 | 320 油石(哑面) |
| D-1 | 喷#11粗玻璃珠 |
| D-2 | 喷#240沙 |
| D-3 | 喷#24沙 |
苏州注塑模具省模精度与工具对应参考表
我们提供专业的苏州注塑模具设计服务:包含模具结构优化、省模抛光工艺指导、模具表面处理方案设计。
苏州中正通模具设计团队,专注模具2D/3D设计、精密模具加工工艺优化,为您提供高效、稳定、高品质的模具设计解决方案。
本文由昆山市周市镇中正通模具设计中心原创整理,专注苏州注塑模具设计与省模抛光技术服务。
电话联络